How To Increase Worker Safety and Product Quality

Aerospace manufacturing differs significantly from other assembly operations. Specifically, the strict requirements of product integrity demand specialized processes to assure safety and reliability. Standards such as SAE AS9146 (Foreign Object Prevention) define the framework for FOD control in aerospace manufacturing.
The potential of introducing foreign object debris in manufacturing during fabrication is very high.
Without even considering tools, employee personal items, drill filings/chips and all the other possible contributors to FOD in manufacturing facilities, just the number of basic tools and parts and install components can measure in at hundreds of thousands.
It takes only one fastener in the wrong place to cause an incident resulting in loss of the aircraft and/or loss of life. Supervisors and workers cannot merely be told to build a FOD-free product. Indeed, expectations alone do not produce FOD-free assemblies.
FOD controls and prevention practices must be established and enforced throughout the entire build process if product integrity is to be assured.
In a manufacturing environment, cost often drives schedule. After all, to continue building any product it must be profitable. Consequently, FOD controls often impact both costs and schedules. Instead, plan and formalize controls as part of the manufacturing scheme — not as an unpleasant afterthought when things go wrong.
Costs to establish and operate an effective FOD Control Program include:
- Training
- Equipment
- Design changes
- Procedural changes
- Workplace organization
- Tool and hardware controls
- Inspections
- Adequate manpower to oversee and maintain the program
But what about the savings? They’re yours to claim with a commitment to FOD controls. Once established, however, an effective program reduces rework, scrap, and incidents. In addition, the result is increased customer satisfaction and sales. You also gain reputation and the pride of building the best product possible. You beat the competition and increase market share. Even if an effective FOD Program or Procedure hasn’t been planned and implemented previously in your operation, the time to start is now. FOD control is quality, safety, and integrity — all in one. Ultimately, the savings and benefits far outweigh the costs and time expended.
Considering how to start a FOD Program? Use our FOD Prevention Plan Template as a starting point.
Design
Although manufacturing controls are necessary to prevent the introduction of FOD, the design of the product itself plays a vital role in the ability to inspect and remove foreign objects during and after assembly. Specifically, when planning a new product or assembly line, Design Engineering should incorporate FOD removal procedures into each aircraft zone. A “Design Checklist” with buy off from Manufacturing Engineering is required.
Design is your first and best opportunity to eliminate FOD from the delivered product by planning for inspections, cleaning of cavities and designing out entrapment areas. For older/existing structures that didn’t plan FOD Prevention into the product, modifications and overhaul planning should require FOD inspection/removal steps to be incorporated into each package.
Some aircraft contain known FOD entrapment areas that are impossible to inspect or clean. These are accidents waiting to happen. Accordingly, redesign, modify, or drop them from service. Knowing about foreign objects in a flight article — or the potential for damage — is inexcusable. It cannot be ignored. Ultimately, everyone involved in any phase or process bears responsibility to identify and report potential FOD. Management should encourage all employees to report potential FOD — just as they would any safety or quality concern. Furthermore, request design changes when feasible to assure product integrity. Repeat: Design stage is the very best opportunity to keep FOD out of the delivered product.

A clean, well-organized manufacturing floor — the foundation of effective FOD prevention in aerospace production.
Management Responsibilities
Management must actively support and take responsibility for the FOD Prevention Plan and its implementation. Specifically, all policies, procedures, training programs, and operational guidelines must include FOD prevention reminders and controls.
Management must demand effective corrective action for FOD incidents, problem areas, and negative trends. Without upper management support and encouragement, FOD Prevention is “just another program” or passing notion. Consequently, strong deliberate enforcement makes compliance a reality.
The FOD Program manager or coordinator should hold similar rank and authority as the Safety or Quality manager. Importantly, this role must be independent from bias by other operational units such as Assembly or Test. Some successful programs have FOD reporting to the Quality or Safety manager, but FOD Program management deserves the same status and recognition as those disciplines.
Having all three placed within one organizational unit may be the best profile as they share many similarities such as: inspections for compliance, “shut down” authority, data collection/trends, customer interface, awareness (promotion) and employee recognition.
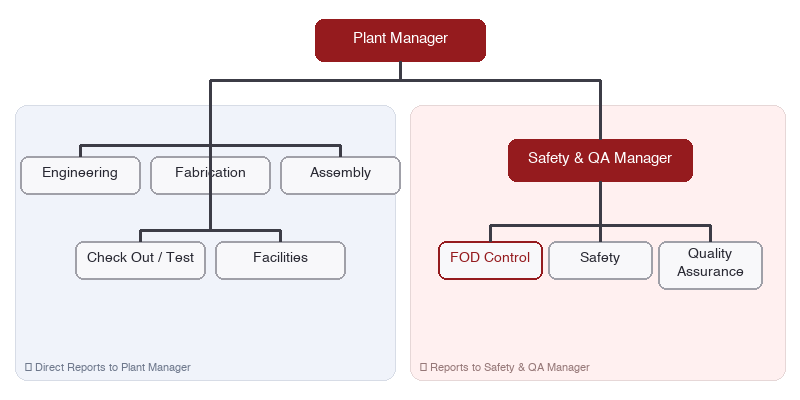
Organizational Chart
The FOD Department
First, develop SOPs (Standard Operating Procedures) and operational guidelines. Keep them current. FOD inspections are required for panel closeouts, manufacturing process spot checks and procedure compliance. Investigations of FOD incidents/mishaps can only be performed by an organization with an unbiased eye. Likewise, trained specialists must operate and maintain FOD inspection and removal equipment. Audit and incident data must be collected, entered into a database, information sorted into various report formats, posted on status boards and distributed to key personnel. Additionally, track corrective actions and verify their effectiveness. Furthermore, include both management and workers in meetings and briefings. Develop and conduct FOD training programs at least annually. Administer FOD awareness programs to maintain vitality and worker involvement. This is a formidable list of “musts,” but all of these elements are necessary to adequately support an effective FOD control effort.
Why Part-Time Programs Fall Short
Consequently, without a dedicated unit, the burden on other organizational units is difficult — if not impossible — to sustain. Many companies have tried part-time programs. Typically, FOD Monitors check work areas at intervals during and after each shift. These efforts are weak at best. If you use this approach, solicit volunteers — do not appoint them at random. Even under a conscientious FOD supervisor, a part-time effort invariably falls short of a full-time unit.
There is no other way to say it: Effective FOD Prevention is an investment and a commitment.
Naturally, staffing a full-time FOD effort depends on operation type, aircraft in production, required control level, and available budget. As a rule of thumb, assign one inspector for every five aircraft in production. In addition, you need a clerk for data entry and a supervisor to oversee the operation. FOD is serious business. Don’t try to avoid doing it right. Appoint a fully staffed FOD department and give it the authority, support and tools needed to do the job without compromise.
Want to learn more? Contact us for guidance on developing your FOD prevention program.

Equipment & Tools
Certainly, aircraft have many difficult areas to inspect and clean. Specialized equipment and tools are necessary to assure a FOD-free product. Some manufacturers rotate or shake the entire aircraft assembly to dislodge foreign objects. However, a flashlight and mirror can only go so far. Specialized equipment is necessary to verify cleanliness.
One of the most valuable tools to inspect and retrieve FOD is the borescope. Interestingly, originally developed for medical use, borescopes now serve many industrial applications. They perform inspections that would otherwise require disassembly or destruction.
Numerous companies build borescopes ideal for aircraft inspection and cleaning. A wide variety of specialized models exist. Some handle engine inspection. Moreover, others feature articulating tips with FOD retrieval capability. Still others handle fuel cell inspection with explosion-proof lighting.
Borescope Safety
Above all, consider the safety aspects of each area before selecting a borescope. Never use a borescope on electrically powered circuits. Disconnect aircraft batteries if there is any chance of electrical contact or shorting. Otherwise, both the aircraft components and the borescope can sustain damage. Personal injury to the operator is also possible.
Limit borescope use to personnel trained in operation, maintenance, and safety. After all, borescopes are expensive and fragile. Improper care or use can easily destroy this valuable tool. Only FOD Department personnel should operate borescopes. Keep the equipment under lock and key when not in use.
It is one thing to locate FOD, it’s quite another to remove it.
The job often requires ingenuity. Sometimes you cannot remove the FOD. In those cases, secure it with sealant to prevent migration. Long extension tubing can be affixed to a sealant gun to perform this operation.

A tool shadow board ensures every tool is accounted for — empty slots immediately reveal missing items.
Other FOD inspection/removal tools needed include pneumatic powered vacuum cleaners with extension suction tubes, mirrors, high intensity lights, magnets, and a variety of “FOD grabbers.” For floor-level debris collection, friction mat sweepers like the FOD-Razor® provide an efficient, low-maintenance solution.
Control Areas
Within the manufacturing environment, FOD controls vary with the type of work being performed.
Three distinct categories of operation are evident:
- Fabrication
- Assembly
- Checkout/Test.
All three share the same key elements of control. However, each differs enough to allow diversity within the methods.
Rules that apply to the flightline may not be practical in a backshop. For supervisors and workers to support the FOD Program, they need to understand the importance of the controls and acknowledge that they are reasonable given the work at hand.
Fabrication
Often called “backshops,” these are work areas such as sheet metal, machine shop, tubing and electrical harness. Typically, these shops lack enclosed panels or components. As a result, FOD control is less critical than in other areas.
Assembly
In assembly, fabricated parts come together. Cavities are enclosed with fasteners or sealant. Consequently, these areas require greater control and more frequent inspections than fabrication. All areas or panels “closed out” should have a FOD buyoff (inspection) on the paperwork (documentation of process).
Checkout/Test
Checkout and test require the highest level of control. The product is in its final stages before delivery or flight. All personnel entering the work control area must remove loose personal items — watches, keys, jewelry, coins. They must account for every tool and piece of hardware carried near the product. A tool/hardware inventory form may be required in certain FOD-critical products or areas.
Clearly define each control area so no one questions which rules apply. Also, keep in mind that work “travels” when not completed in its designated area. For example, a component not completed in assembly must be installed in checkout/test. Typically, the worker who normally installs the component in assembly is the one who “travels” to checkout/test to install the part. Therefore, every worker who may function in another control area must know the FOD requirements for that area. Training, SOPs, signs and supervisors of each process must learn and support the differing rules for each control area.
Key Elements
The key elements of FOD prevention are universally accepted. However, aerospace companies apply them in various ways. Define each element clearly for each control area. In turn, clarity enables enforcement. The better defined, the better understood. The better understood, the better compliance.
Use posters and other visual reminders to promote the rules. Everyone at the facility should know the key elements — including security personnel.
You know your awareness program works when an administrative clerk retrieves a washer from the shop floor and reports it. Advertise these key elements widely. Don’t keep them hidden in a procedure folder or meeting room.
Plaster them on the walls. Publish updates in the company newsletter or intranet. Put FOD stickers on toolboxes and workbenches. Hold poster contests. Give recognition awards for compliance. Do anything you can think of to keep people focused.
The key elements are easy to remember because they are so integrated within the manufacturing workplaces: Tool Control, Hardware Control, Product Protection and “Clean-As-You-Go.” Keep the rules simple. Define their specific applications clearly, as the following chart illustrates.
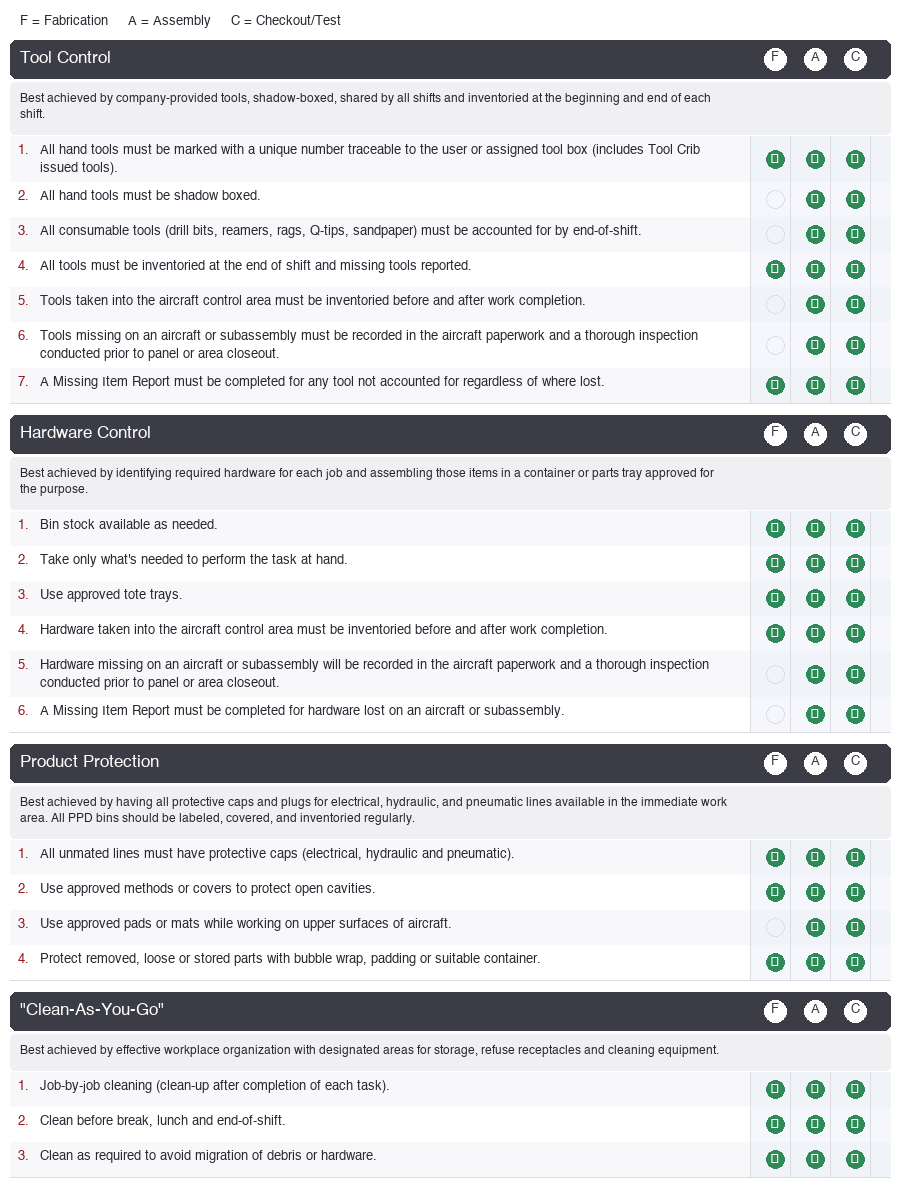
FOD Control Procedures Table
Letter Codes for the three control areas are:
F = Fabrication
A = Assembly
C = Checkout
Workplace Organization
FOD control in any manufacturing facility depends on a clean, well-organized work environment. Workers need designated areas for tools, storage and cleaning equipment.
For example, efficient planning may involve removing unnecessary items. Relocate benches, equipment, storage units, and toolboxes to facilitate smooth workflow. Following OSHA housekeeping standards, shop floors should be painted a light color to allow easy identification of dirt/debris and also to facilitate cleaning. Outline and label designated spaces for cleaning equipment, trash containers, ladders, air hoses, and toolboxes on floors and walls.
Believe it or not, some workers will claim that they didn’t clean up because they couldn’t find a broom. Accordingly, return everything to its place when the task is done. This way, everyone can find tools and equipment when needed.
Post signs outlining FOD controls prominently in each work area. Leave no room for confusion. Stage visibility boards in each work center. Display FOD metrics, bulletins, and awareness media so workers receive feedback on performance and goals.

Many manufacturing companies have adopted the Five S’s of Housekeeping as an aid for workplace organization. Adapt this concept to your facility’s needs. The following outline has proven successful:
The Five S’s of Housekeeping
1. Sorting
The process of removing unnecessary items from the workplace.
- Inspect the work area for excess or unneeded items. Document items you plan to remove, reorganize, or replace.
- Photograph work area for “Before and After” visibility.
- Review the list and photos with all workers in the area to be reorganized. Get agreement from the majority on what is to be changed. Solicit ideas for improved workflow and order.
- Develop a new floor plan if necessary or desired.
- Tag items for removal, repair, or replacement.
- Determine who will remove or dispose of items.
- Get agreement from management on the plan and forecast expenditures for improvements or purchases of new furniture, fixtures or tools.
- Implement the approved plan in phases to minimize work interference.
2. Standardizing
Identify uniform methods to maintain work areas.
- Designate areas for cleaning equipment, ladders, toolboxes, hoses, parts and support equipment. Areas should have signs or painted spaces on floors or walls. Provide necessary shelving or cabinets.
- Establish accountability rules for tool-crib-issued items to include expendables (sandpaper, rags, razor blades, etc.)
- Assure consistent application of rules on all shifts. Incorporate housekeeping standards into training programs and workplace audits.
3. Simplifying
Provide specific, understandable directions, and procedures.
- Review/change existing procedures to assure workplace organization, cleanliness routines and tool accountability. Develop new procedures as necessary.
- Keep rules concise and displayed prominently.
- At crew meetings review areas needing improvement.
4. Sweeping
Establish routines/requirements to maintain cleanliness.
- Enforce “Clean-As-You-Go.”
- Determine end-of-shift cleaning responsibilities and post schedules.
- Establish cleanliness checklists for each work area (include workstands, benches, floors and toolboxes).
5. Self-Discipline
Identify individual responsibilities.
- Account for all tools and hardware at end of shift.
- Report missing items.
- Keep food and beverages out of work areas.
- Remove jewelry and personal items from clothing before going on/into assemblies.
- Return cleaning equipment, drop-lights, power cords and protective mats/pads to designated storage areas when tasks are completed.

The Customer
Ultimately, the customer judges your FOD Program. Solicit feedback by requesting them to identify any foreign objects found in the delivered product and the exact location or zone. Provide a corrective action plan to demonstrate that you are attentive to their needs; specify what has been implemented to eliminate the error from future deliveries. Include missing item reports with every delivery for any items not found during the manufacturing process.
Customer Visits and Communication
Invite the customer to visit the factory on a regular basis. Communicate the importance of keeping FOD out of the product. Workers sometimes lose sight of the fact that the work they perform everyday has serious implications related to quality, safety and reliability. Reminders — especially from the customer — are usually well received.
The “customer” concept works well to control FOD in-house before it gets to the final customer. Develop this by using promotional and awareness training sessions to build a “customer focused” culture within your manufacturing facility. Each work center or department should consider themselves the “customer” of the preceding department. As the component or assembly moves from one work center to another, it then receives a FOD check before leaving, and another acceptance FOD check at the receiving “customer” work center. Items found by the receiving unit’s inspection should be documented and reported to the sender for corrective action. Forward the report to the Manufacturing Manager and FOD Program Manager. They monitor corrective measures for timeliness and effectiveness. Work centers that pass acceptance inspections clean become responsible for any FOD found downstream.
Recognition and Competition
Recognize top-performing work centers monthly. Award the best work center of the year. Ultimately, this approach does more than control FOD. It creates a competitive, team-focused environment dedicated to building quality products.
Quality
“Quality” is the buzzword that implies reliability, integrity, safety and customer satisfaction. Without effective FOD control, however, the product will not meet quality standards. Eventually sales fall. Contracts are lost. Accidents become more likely. Certainly, achieving quality is not easy — but every effort counts. As one company achieves higher quality, the challenge is greater for all others, and so the race continues to everyone’s benefit.
Don’t be left behind. Jump on the Zero FOD bandwagon and don’t accept anything less. Remember: FOD can’t be inspected out at the end of the line… processes must be in place throughout the entire build cycle to assure that it doesn’t get in.
Want to learn more? Contact us for guidance on developing your FOD prevention program.